


63819-0075 Crimp Locator Report: Specs, Stock & Price
63819-0075 Crimp Locator Report: Specs, Stock & Price
1
Product Overview & Key Specs
1.1 — What the 63819-0075 is and where it’s used
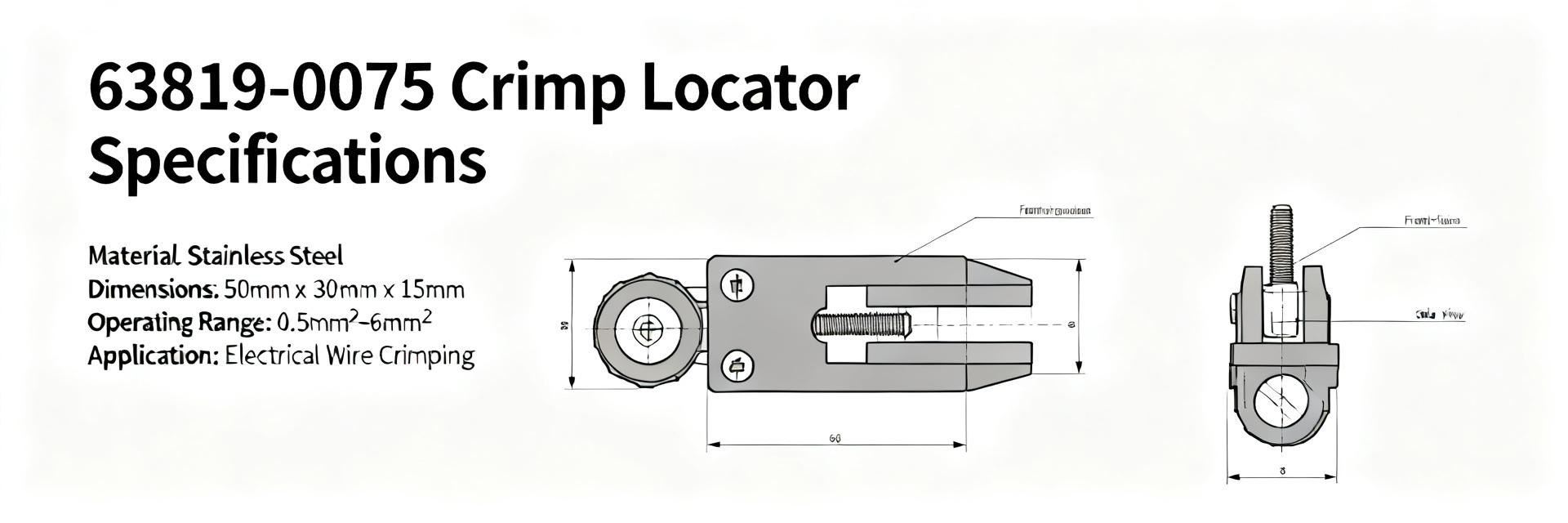
Point: The 63819-0075 is a locator assembly used with hand crimp tools to position a terminal for repeatable crimps.
Evidence: As a locator, its purpose is mechanical alignment between terminal and tooling during wire termination.
Explanation: In practice it supports wire-to-wire, wire-to-board and harness manufacturing where consistent crimp height and conductor retention are required; using a matched locator reduces variability in pull-test results and speeds up operator setup.
1.2 — Quick-Spec Snapshot
2
Datasheet Deep-Dive
2.1 — Critical Extraction Checklist
- Part cross-references & variants
- Dimensional drawings with measurement callouts
- Material and plating specifications
- Tooling family compatibility
2.2 — Common Pitfalls
Avoid misinterpreting mm vs. inch tolerances. Designers often misread reference faces. Always request full mechanical drawings to confirm documented test limits before acceptance.
3
Stock & Availability
Lead-Time Indicators
Current market signals indicate moderate constraints. Watch for fluctuating lead times and high MOQs.
Monitoring Tactics
- Implement weekly CSV/API inventory pulls
- Set threshold alerts for reorder points
- Subscribe to authorized source notifications
4
Price & Procurement
| Purchase Type | Cost Profile | Strategy |
|---|---|---|
| Single-Piece | Premium Price | Urgent/Prototypes |
| Bulk Orders | Reduced Unit Cost | Predictable Usage |
| Expedited | High Surcharge | Constraint Recovery |
5
Compatibility & Inspection
Pre-Purchase QA: Verify mating terminal dimensions, check tool-seat geometry, and order small samples for validation.
On-Receipt: Perform dimensional verification, visual surface inspection, and run a sample crimp pull test to ensure functional compatibility.
Summary
- Confirm critical interface dimensions and material specs before sourcing to drive longevity.
- Interpret stock signals (small lots, fluctuating lead times) to adjust safety stock and avoid delays.
- Expect wide price bands; factor in expedited shipping and obsolescence risk into long-term cost planning.
Frequently Asked Questions
How can a buyer quickly verify 63819-0075 compatibility with an existing crimp tool?
Check tool-seat geometry against the locator drawing first, request a mechanical drawing if needed, and perform a one-off sample fit and crimp. Document pass/fail criteria for dimensional fit.
What stock-monitoring cadence is recommended?
Implement weekly inventory snapshots plus real-time alerts. Tie reorder points to average lead time multiplied by daily usage.
What are the most effective inspection steps on receipt?
Perform dimensional verification against the drawing, visual inspection for defects, a tool-fit check, and a sample pull test. Record results in a receiving report.